|
CP/Cpk �����ϲ��������������ߵ������ˡ�
1. Ӧ���ǿ���ͼ��ʾ�������ȶ���ʱ�����CP/Cpk��������. �����������������,�������н�����ϵ��,��cpk�ܸ���1.67����,�������õ�����Ӧ���Dz��ÿ���ͼ,1.00-1.33֮��Ӧ��ʹ�ÿ���ͼ,1.33-1.67֮�俴�������,���dzɱ��ͶԲ�Ʒ����Ҫ������.���С��1.0,���˿���ͼ����Ҳû��ʲô����.��Ϊ�ܶ��Ʒ�Dz����Ϲ��Ҫ���,����ȫ��,������ͼ�������˷ѡ� 2. Cp/Cpk�������ǹ�������������ͼ�������������ֳ��IJ���Ԥ��Ϳ��ƣ�Cp/Cpk���ܺܵͣ�����ͼ����û�����⡣ 3. ����ǰ�Թ�����м���cpk��ֻ��Cpk�ﵽ1.33���ϲſ��Խ���������������ʱ���ÿ���ͼ�Թ��̼�ء�
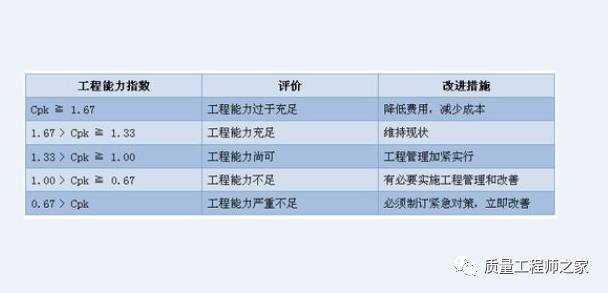
4. ���߶�����Ҫ,���ศ��ɵ�,��Ҫ����һ������ʱ,��Ҫ�÷����ÿ���ͼ,����ͳ����CPK�������Ľ�,���Ľ����CPK����ͻ�Ҫ��ʱ�γ��ļ����,��ʱ��Ҫ�õ������ÿ���ͼ,��ع����Ƿ��ϴ��ܲ�������Ҫ��,ͬʱҲҪ������CPK����,�����������������������,���ƹ�����Ҫ��ͣ���÷����ÿ���ͼ,����ѭ��,�����Ľ�. �ܵ���˵,����ͼ��Ϊ�����쳣,��CPK��Ԥ���쳣�ķ����������ȡ��ʩ��ֹ. 5. CPK�ǹ�������ָ�����������ֱ�ӷ�ӳ��IJ�Ʒ����������˿������������������ͼ�Ļ������Ƴ��ȶ���Ҳ����ֻ��żȻ���ش��ڣ�Ӧ���и��Ⱥ�˳�����CPK���ã�����ͼ��û������ģ���������Ҫ�������CPK�����⣬һ��CPK�õ����ƣ���Ȼ����Ӧ�ÿ���ͼ����ӳ���CPK״���ˡ� 6. ʵ�ʵ��У���������ô�õģ� ����ͼʹ�ð˴���� Cpk���˼����������ݵ�Cpk֮�⣬ÿ��25��30�����ݣ������25��30�����ݵ�Cpk ż����Cpk�ܺܺõķ��ֵڶ������ �� 7.CPK��Դ��6����������� CPKֵ0.67��1.0��1.33��1.67�ֱ��Ӧ������������ˮƽ��2��3��4��5ˮƽ�ȼ����������겻ƽ�У�1��2��3��4��5�ֱ����������С�����㣬�пɡ����㡢��ʣ��ͬʱ��PPMҲ�����Ӧ�����ݡ�
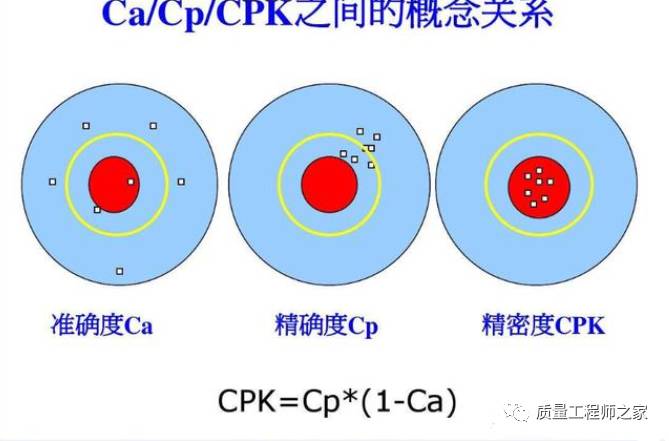
8. Cp��������������������ͳ���ȶ����̣��ǹ������ܿ�״̬�µ�ʵ�ʼӹ������������ǹ��̵�ƫ�ƣ��ǹ��̹��б���������ͨԭ������ı��� 6σ��Χ��σͨ���� R-bar/d2����s-bar/c4�����ơ����Թ����������ù������ܿ�״̬�¶������ݼ���ġ�����ֽ�����������Ϊ“���ڹ�������”��ʵ���г�������ʡ�ԡ����ָ��ֻ�����˫�߹��������ģ����ڵ��߹���û�����塣���㹫ʽΪ:CP=(USL-LSL)/ 6σ. CPK CPK����������ָ�������ڹ�����ƫ������µĹ���������ǰ����Ҫ�����ȶ�����������̬�ֲ�����������Ӧ���� 25�����ϣ��������ٲ�Ҫ���� 20�飬������Խ�ٷ���Խ��ֻ���ǹ�������ͨԭ���Ӱ�졣��Ϊ����ֻ�ܵ���ͨԭ����Ӱ��������״̬�µģ��ӳ�����˵�����ܻ��ܵ���������ԭ���Ӱ�죬�����ֱ���Ϊ���ڹ���������Ҳ��DZ�ڹ���������CPKͨ�� CPU�� CPL����Сֵ�����㣬���㹫ʽ:CPU=(USL-X-bar)/3σ�� CPL=(X-bar-LSL)/3σ. Cp��cpk������ ��
Ӧ���������� 1��Cp��Cpk��Ҫ���㣬���ܹ�����û��ƫ�ơ� 2��Cp��ӳ�����ܹ��ﵽ�Ĺ������������ˮƽ�����ǽ�������ͨԭ���ϵͳ��ʩ �� 3��Cpk��ӳʵ�ʵĹ�����������ߵ�;���Ǽ���ƫ�ƣ������Dz�ȡһЩ������ԭ��ľֲ���ʩ�������Cpkֵ �� 4�����ֲ������빫�������غ�ʱ��Cp=Cpk,������˵��������ָ����ΪCp�� 5���������߶�Ҫ���㣬���и�����;��Ҫ����Ž��з�����˵����Cpû�õ�Ҳ˵���Dz��Ե� �������۸���ʵ���Ϻ����ף�Cp���Ƴ�����ָ����ֻ����һ���Գ̶ȣ���Cpk���ۺ��Ƴ�����ָ����ͬʱ����ƫ���һ�³̶ȡ���ʽ����6sigmaΪ��ĸ�����ǣ����ڹ�����õĹ�˾Ҳȷʵֻ����3-4����3.8sigma——99.9%�� 6��Cp�Ƕ��ڹ��������o���Dz���ӳ�������c���H����ƫ�Ƶ���r�� 7��Cpk���L�ڵĹ��������o���ǿ��]�������c���H����ƫ�Ƶ���r�o�����hС춻���CP Cp��ӳ������Ĺ���ˮƽ����Cpk����һ������ˮƽ Cp��Cpk֮���ӳ����Ĺ���ˮƽ �� 8.��CP��CPK�ļ��㷽ʽ�� 1��CP���㣺 A�������о���CP��(UCL-LCL)/8s B�������о���CP��(UCL-LCL)/6s 2��CPK�ļ��㣺 A�������о���CPK=MIN��(X-LCL)/4s,(UCL-X)/4s�� B�������о���CPK=MIN��(X-LSL)/3s,(UCL-X)/3s��������Xֵͷ�������ᣬΪƽ����ֵ�� ��6s,3s�������ܸ��ӣ��ڼ���ϸ�۲�һ�£���ʵ������ν��6s�ֲ�����ֲ���һ�롣����һ�������Ƕ�CP��CPK������������ˡ���
CP������һ������ָ��������Ϊ�ݲ���ȳ��Թ��������������ǹ�������ƫ�ƣ�һ�����Ϊ�� PP����������ָ��������Ϊ�����ǹ�������ƫ��ʱ���ݲΧ���Թ������ܣ�һ�����Ϊ��PP = ����ϵ����������CP��CPK�Աȣ���/��CP��CPKһ��ȥ������ȷ��һ��ʱ���ڸĽ������ȴ��� CPU��������������ָ��������Ϊ���ݲΧ������ʵ�ʹ��̷ֲ��������ޣ�һ�����Ϊ�� CPL��������������ָ��������Ϊ�ݲΧ������ʵ�ʹ��̷ֲ��������ޣ�һ�����Ϊ�� CPK�����ǿ��ǵ��������ĵ�����ָ��������ΪCPU��CPL����Сֵ�������ڹ��̾�ֵ������Ĺ淶֮��IJ���Թ����ֲܷ����ȵ�һ�롣 PPK�����ǿ��ǵ��������ĵ�����ָ��������Ϊ����Сֵ����������ͶԱȣ���������ȷ����ʱ��Ľ�������˳�� CR������һ��������ֵ���ǵĵ���������CR= = �� PR������һ�����ܱ�ֵ���ǵĵ���������PR= = �� |